奥氏体不锈钢锻件锻造
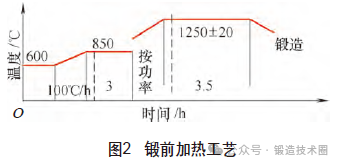
06Cr19Ni9NbN为奥氏体不锈钢, 因其具有优良的耐蚀性、耐热性、低温强度及力学特性而使用广泛。此种钢锻造温度区间小,加工硬化严重,锻造难度大,我厂设备面临巨大挑战,锻后需经固溶处理,以保证机械强度、延展性、制造工艺性。 公司承揽06Cr19Ni9NbN不锈钢锻件为核电产品,具体包括原材料采购、加热锻造、固溶处理、性能检测等工序。我单位重点工作是通过实验室试验、试验件试制和批量生产,研制出一套成熟的化学成分控制方案(针对此次产品的工作环境和对产品的特殊要求,我们对材料成分进行了内控)及加热、锻造、固溶处理工艺,为分公司后期深入开展06Cr19Ni9NbN不锈钢锻件市场打下基础,为细长不锈钢锻件锻造积累经验。 材料06Cr19Ni9NbN化学成分参照GB/T1220 -2007中要求如表1所示。06Cr19Ni9NbN固溶处理后,用户要求力学性能值满足σs≥380 MPa ,Rm≥700MPa, 硬度≤250HBW。锻后固溶处理。超声波探伤符合JB/T5000.15-2007中Ⅱ级标准。

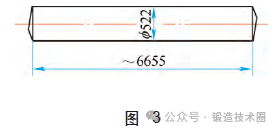
单位采购的原材料为某钢厂锻圆,具体化学成分检测如表1所示,锻圆状态如图1所示。

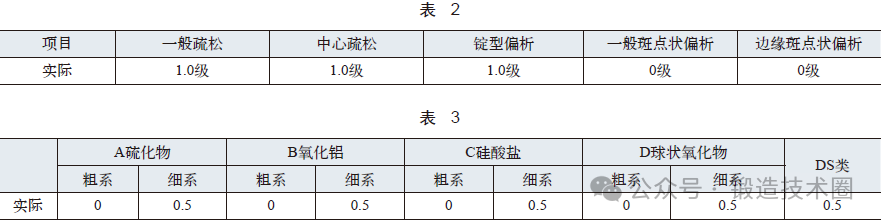
原材料低倍检测结果如表2 所示。白点:无。残余缩孔:无。皮下气泡、裂纹、翻皮、非金属夹杂及夹渣、异金属夹杂物:无。断口:0A/0A级。原材料高倍检测结果如表3所示。
①为防止出现裂纹,锻造时不允许用上下平砧进行锻造,使用上平下V砧生产,如图4、图5所示。②第一火锻造时压下量一定要小压下量快锻,在锻造最后一火时锻造比达到1.5以上。③严格控制始、终锻温度,并用手持式测温仪现场测,发现温度低于终锻温度,应及时入炉。④此批产品中的光轴长径比为21~30,由于直径小,长度大,锻造过程中要防止弯曲,及时矫直。⑤生产人员严格执行锻造工艺,检验人员及时、全面、准确做好过程记录。


锻造余热固溶处理,在减少能源损耗、缩短生产周期方面具有重要意义。考虑到06Cr19Ni9NbN含碳量偏低,固溶温度取下限,且温度过高,会使铌的碳化物过度溶解,冷却时可能导致奥氏体中形成贫Cr区,影响抗腐蚀性能,所以固溶温度定为1020℃(见图6)。工艺保温时间比较长,这是考虑到固溶处理的主要目的是使碳化物充分溶解,并在常温下保留在奥氏体中。

固溶处理后,根据粗加工图在指定部位套取试样并进行性能检测、高低倍检测、硬度检测等,均达到用户要求, 结果如表4 所示。蓝图要求:ReL≥380MPa,Rm≥700MPa,HBW≤250。
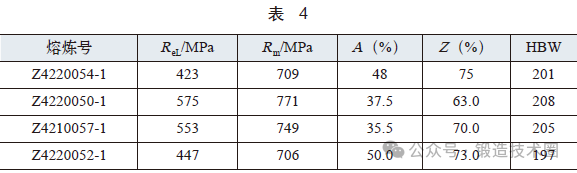
图7、图8为金相图片,根据理化检定中心出具的报告可知,基体为奥氏体组织,基体上分布有弥散的颗粒状碳化物,比较理想。部分晶粒呈孪晶分布,奥氏体基体上分布的条粒状物质是铁素体,铁素体被腐蚀后成黑色。其容易在高温加热后缓冷的条件下产生,由于我单位是用循环水激冷至室温,所以铁素体含量不算太多。少量(5%~20%)铁素体沿晶界分布时,对防止晶间腐蚀有好处,因为铁素体中含铬量较高,且铬的扩散比较容易,可使晶界两边的贫铬现象大为改善。

毛坯经锻造、粗加工、固溶处理合格交货后,其中两件用户在后续机加工过程中,产生机加工热应力导致弯曲变形。 06Cr19Ni9NbN不锈钢在后续机加工过程中,局部状态的加工会产生大量的热量,让工件表面短时间加热,而受到工具的固定而无法扩张,势必会产生应力,为尽可能将此种应力降到最低应适当减小进给量,合理控制进刀速度,特别是类似于此次长径比较大的工件。
( 1 ) 不锈钢标准G B/T1220—2007中对06Cr19Ni9NbN成分的控制比较宽泛,在实际生产过程中要根据产品的使用环境、性能要求等对原材料成分进行控制会有事半功倍的效果。
(2)06Cr19Ni9NbN不锈钢加工硬化严重,锻造难度大,这在实际锻造中我们深刻体会到,特别是此次锻件外径小,变形量大。虽然对此我们早有准备,但在锯切、锻造、粗加工吊孔,甚至是机加工过程中遇到的种种困难超出了我们的预料。06Cr19Ni9NbN不锈钢多种合金元素共同作用造成的强化是一方面,但是变形过程中产生的加工硬化应该是更为重要的一面,我单位在这个方向的研究会继续深入。
【 返回 】 | 【 打印 】 | 【 关闭窗口 】




